Welcome to our blog post about knife resharpening and the impact on blade life quality and the cutting edge. In this article, we will go over some of the main ideas you must consider when resharpening your slitting knives. These considerations impact the process of the resulting edge quality. But before we go into further detail on resharpening, let us review some basic concepts about slitting.
Slitting Basics and Knife Resharpening Variables
Regardless of shear or crush cutting, there will always be moving metal parts that encounter each other. In shear slitting, the top and bottom blades are in contact with each other.
Since there are two or more moving metal parts in contact with each other, we have wear on these parts. Therefore, resharpening circular slitting knives is a must.
Yes, this includes the bottom knives that do not seem to have a sharp cutting edge. The sole purpose of resharpening is to restore the original geometry and finish of the blade. However, resharpening slitting knives vary, and these different variables to consider depends on:
- The type of knife.
- The bevel angles on the blade.
- The type of finish required for the blade.
Since our last blog entry, we reviewed crush cut knives and their resharpening process. In this article, we will go over shear cut knives and their resharpening process:
Knife Resharpening and Edge Quality Overview
As discussed in previous posts, shear cutting (or slitting) uses a combination of top and bottom knives. With defined geometries, it creates shear forces on the material, separating as it goes through the cut point.
The main idea behind shear cutting is to replicate a pair of circular scissors. These scissors cut the material precisely at the cutting point, providing a clean cutting edge.
The profile and bevel angle on the blade have a direct impact on the amount of material that will be in contact with the blade. Therefore, having the correct knife profile and bevel angle for each application is crucial. Also, ensuring the blades have their original profile and bevel angle after a resharpening process is equally as critical.
Shear Knife Resharpening Process
As previously mentioned, knife resharpening can impact the quality of the cut. So, the purpose of resharpening is to restore the original geometry and finish of the blade. By doing so, the edge of the cut will be a better quality compared to an unsharpened knife. And typically, for any knife, the surface finish should be at least 12 rms.
However, DIENES’ has a considerably lower finish value on our knives. As there is no question that the top knife surfaces finish is a contributing factor to slitting quality. The rougher the blade surface is, the more potential for web edge damage. Highly polished, super finished, less than 1 rms, double hollow dished blades, provide the absolute best slitting presentation for any material.
Importance of Controlling the Resharpening Process
Furthermore, since these blades are heat treated to achieve a certain hardness, you must control the resharpening process. This is so the blade’s temperature does not exceed certain parameters. Therefore, you are not unintentionally annealing (softening) the blade which, would make it almost useless.
Regarding the controlling process, the amount of stock taken off the knife depends on the state of the knife itself. But a regrind depth less than 0.010″ to 0.015″ (0.254mm -0.381 mm) may retain subsurface, fractured material. Which sharply lessens knife life and may cause blade chipping or breakdown. As well, the grinding patter on the knife must be concentric following the direction of the knife motion.
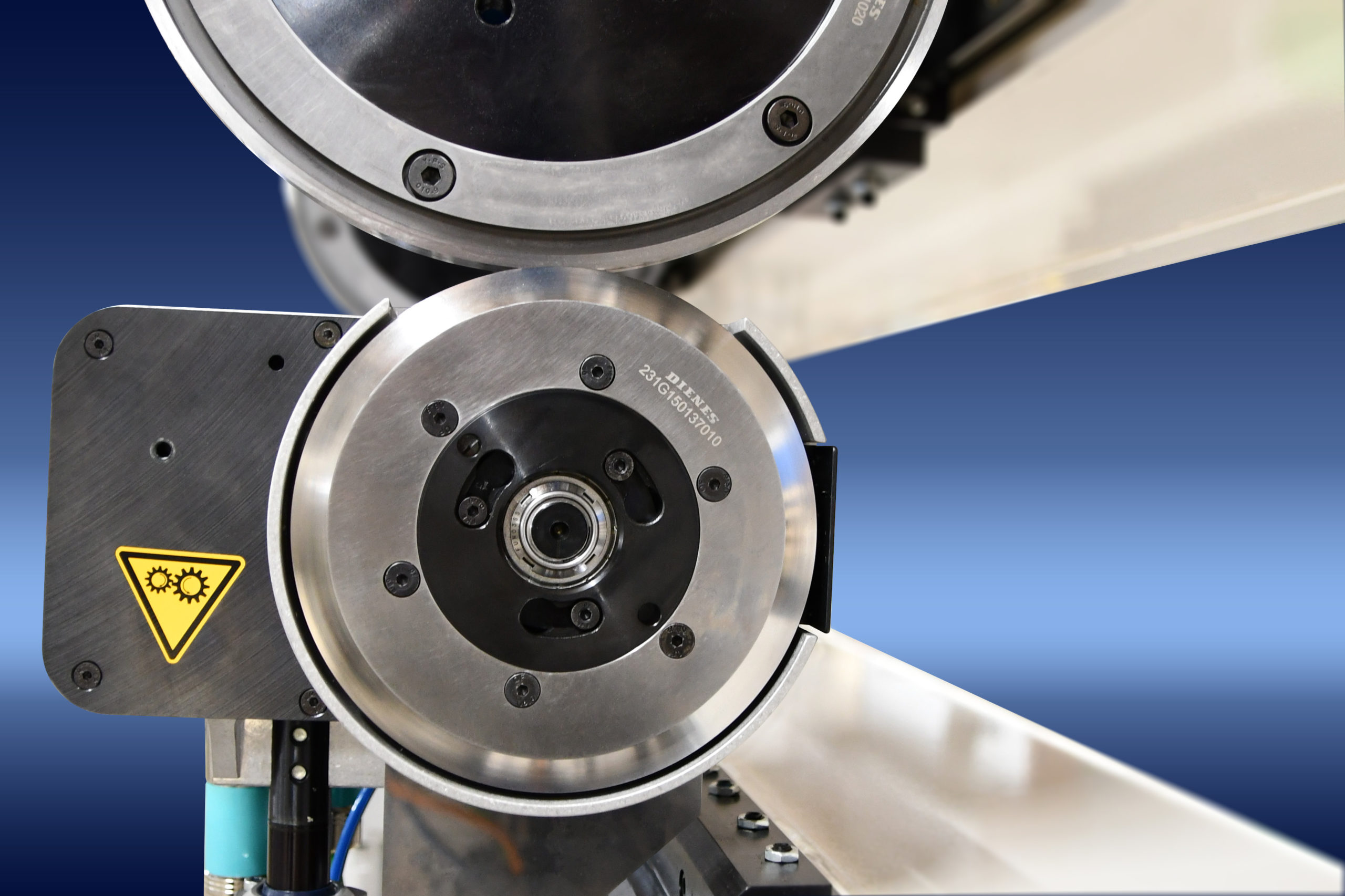
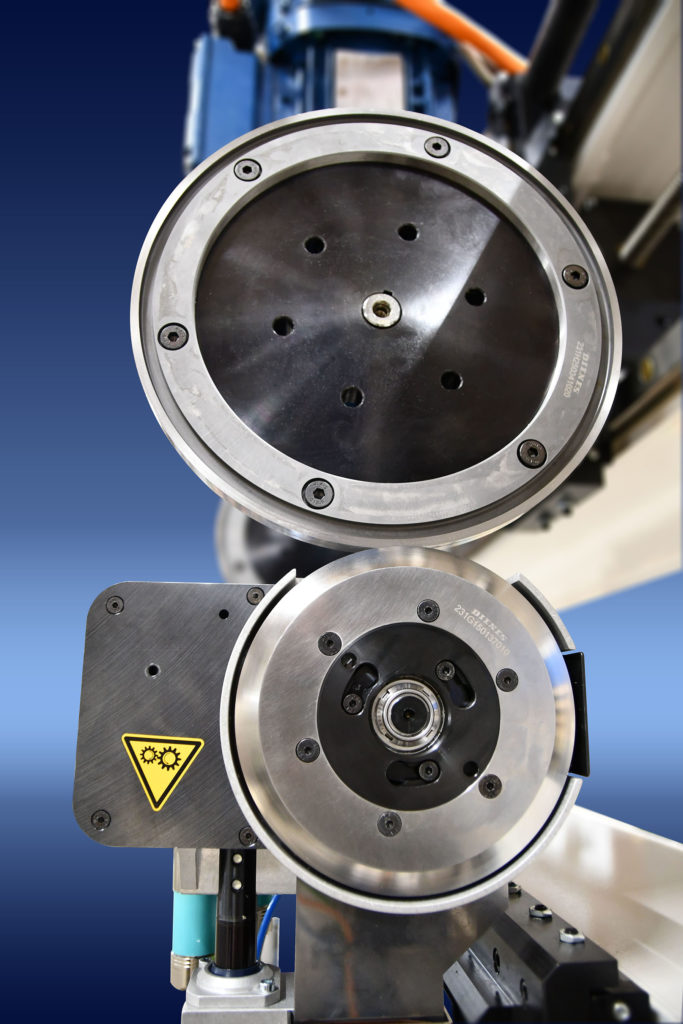
Shown below is the grinding:

The blade on the right has grinding marks running to the outer edge of the blade diameter. When the web material traverses this regrind, the hills and valleys will rub against the material and damage the slit edge. Also, generating more dust than necessary.
The concentric regrind on the left is with the web path. The significantly reduced rubbing effect produces a better slit edge with less dust.
Blade Area after the Shear Resharpening Process
Something worth mentioning about the resharpening process is that it increases the blade area. The slit web must traverse after being here. Shown below, is the comparison of increased traverse area between the double bevel and double hollow bevel with subsequent regrind operations.
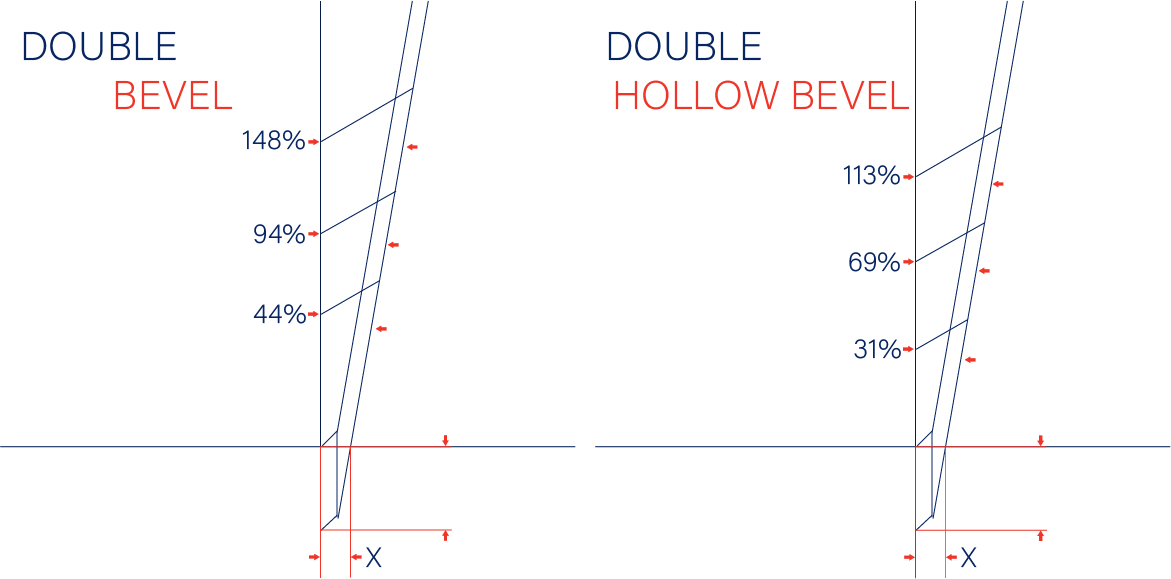
For this reason, it is important to consider this increased area on your slitting process. Also, it is important to determine if this area will provide a good enough edge quality. As some materials might get deformed when having to transverse across the newly increased contact area.
Resharpening Bottom Knives for Shear Cut
Knowing how to properly resharpen bottom knives (used in shear cut) is the last part of our list.
Somewhat of a strange concept, as people view bottom knives as a way to support the web. Bottom knives are also seen as the shear force on the material when paired with the top knife. However, seldom it is seen as a component in need of resharpening.
However, the bottom knives on all applications must be resharpened for the cutting edge to be smooth. Any peaks and valleys could potentially rub against the material and damage the slit edge, as we mentioned above.
However, another thing to consider is the amount of runout the bottom knives should have after the resharpening process. This characteristic is crucial as this will ensure there is constant contact between the top and bottom knives. Also, not subjecting itself to impact frequency.
Oscillation will increase when the bottom knives are not manufactured or resharpened with a tight axial run-out specification. In turn, this will make the top knife “jump” against the bottom knife. Not only will this damage the top and bottom knives, but it will reduce both of their lives. Also, creating a web break leaving an inconsistent edge quality.
Run-Out and the Resharpening Process
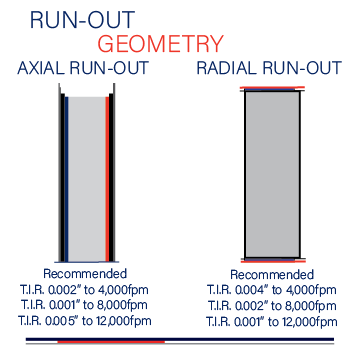 Another aspect to point out is that at greater speeds, the effects mentioned above become greater. So, if you need a higher speed for your application, you also need a much smaller run-out.
Another aspect to point out is that at greater speeds, the effects mentioned above become greater. So, if you need a higher speed for your application, you also need a much smaller run-out.
To the left is an image showing the amount of recommended runout the bottom must have to ensure a smooth slitting operation.
Conclusion
Remember, knife resharpening can impact the quality of the cut, so it’s important to keep up on knife sharpening maintenance. So, now you know some of the most important aspects to consider while resharpening your top and bottom knives. If you think knife resharpening can impact your company but, is a complicated process, we got good news for you! DIENES offers a resharpening service! So, forget about this process and let us service your knives using our proprietary resharpening technology! This technology delivers your knives as good as new! Follow us on LinkedIn and Facebook to get updated on our promotional and blog posts. Feel free to contact us if you have any questions.
