Welcome to the first part of our “The 2 Types of Shear Cutting and the 4 Relations that Impact Quality” blog post. In this article, we will give a quick introduction to shear slitting and talk about the basic mechanics and parameters involved in the process to produce a good edge quality.
Defining Factors that Achieve a Quality Cut
Although your knife must be sharp enough, it is not the defining factor that achieves a good quality cut. This article will go over different contributing factors that affect shear cutting from achieving a quality cut. These factors include:
- Whether the blade has the proper bevel angle and profile.
- Whether the cant angle is also proper for the application.
- Whether there is a correct amount of overlap between the top and bottom knife.
In this article, we will gladly explain why each of these is important. But, first, let’s define what shear cutting is and the mechanics involved, so we can get a better understanding of why this principle does not apply to this slitting method. We will divide this blog into a two-part post, which allows us to go into further detail in each section.
Shear Cutting Basics
Shear cutting (also known as shear slitting) is the type of slitting that uses a combination of top and bottom knives. With the defined geometries introduced later in this article, it creates a force on the material separating it as it goes through the cut point.
The main idea behind shear cutting is to replicate a pair of circular scissors that can cut the material exactly at the cut point while providing a clean edge. The images below show how shear cut is performed with a diagram of the different tools used for shear cut.
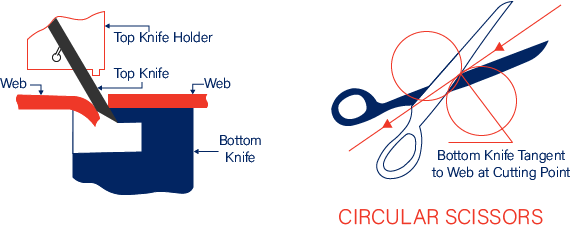
As seen in the previous images, the profile and bevel angle on the blade has a direct impact on the amount of material that will be in contact with the blade. Therefore, having the correct knife profile and bevel angle for each application is very critical, but we will go into further detail in the second part of this article.
The 2 Types of Shear Slitting
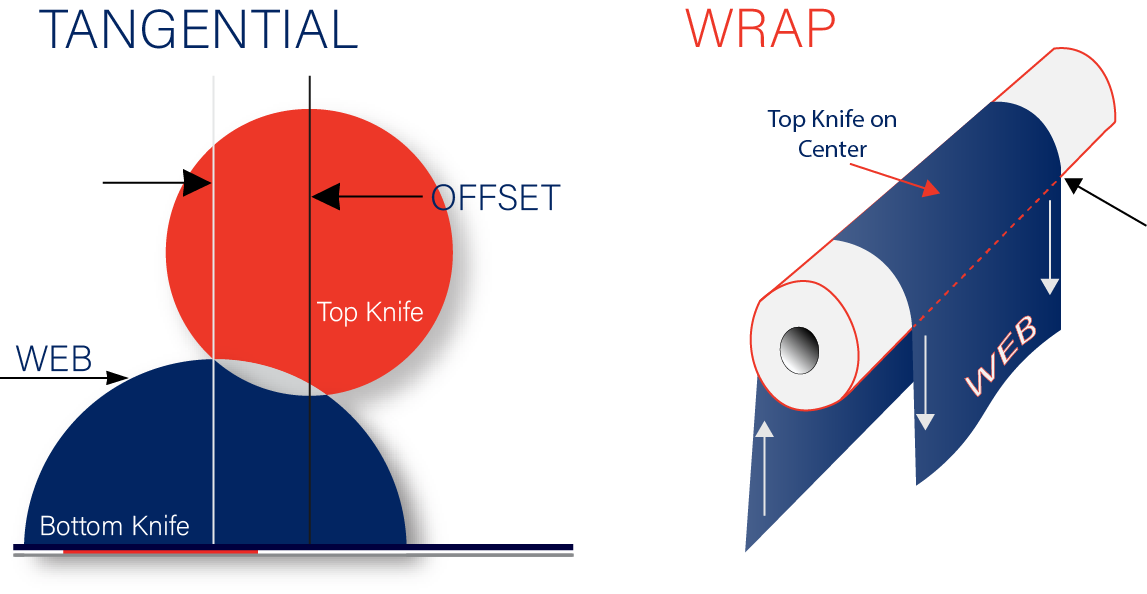
Shear slitting as well as crush cutting can be performed either by a tangential or wrapped web path. Although it is more common and preferable to find tangential shear slitting, it is important to mention both web paths do exist.
The 2 Designs for Shear Cutting
There are two designs for a shear cut system. The first design is a shaft-to-shaft or “shafted” set-up, in which both the top and bottom axis are mounted onto a fixed shaft. These shafts come in contact with each other.
The top knives of a shafted set-up are mounted using a collar assembly. This contains a spring that maintains contact between the blades and  bottom knives as much as possible, allowing for narrower slit widths. However, since the spring in the collar is subject to being pushed back along with the amount of side load applied to it, it is not constant (as opposed to a cant angle plate). This, unfortunately, results in a lack of a defined cant angle. Another disadvantage to this type of set is that the amount overlap between the top and bottom knives is limited to the movement of the shafts they are mounted on and they cannot be controlled (as opposed to having a micrometer to adjust the overlap). The picture to the right shows a shafted set up:
bottom knives as much as possible, allowing for narrower slit widths. However, since the spring in the collar is subject to being pushed back along with the amount of side load applied to it, it is not constant (as opposed to a cant angle plate). This, unfortunately, results in a lack of a defined cant angle. Another disadvantage to this type of set is that the amount overlap between the top and bottom knives is limited to the movement of the shafts they are mounted on and they cannot be controlled (as opposed to having a micrometer to adjust the overlap). The picture to the right shows a shafted set up:
The other type of design for a shear cut system is using pneumatic holders on the top axis. In this type of set-up, the holders are mounted using either a dovetail-bar or linear rail adapter, which allows it to move laterally on the top axis. This type of set-up has limitations in regards to minimum slit width, but has the advantage of a defined and constant cant angle (through cant angle plates) and also the ability to adjust the overlap setting. Below is a picture of a pneumatic holder system:

Both systems have pros and cons, but (when possible) a pneumatic holder set up is preferable.
We have explained the shear cutting basics in the first part of this blog and we will leave off listing what you can expect in part two of this two-part series. The four most important geometrical relationships that can greatly affect slit quality, knife blade life, and dust generation are as follows:
- Cut Point (Nip point)
- Shear or Cant Angle Geometry
- Overlap
- Dimensional Run-out
Again, these points will be explained in the second part of this blog. Stay tuned to see how these four relationships could affect your current process, and feel free to contact us if you have any questions regarding shear cutting or any topic covered in this article.
