Part 2
Welcome to the second part of our “The 2 Types of Shear Cutting and the 4 Relations that Impact Quality” article. In the first section, we reviewed the 2 types of shear cutting. If you haven’t done so already, you are encouraged to read the first part of the article. That way you will be fully educated on the 2 different types of shear cutting before reading the 4 impacts on shear quality. Click here to read the first part of “The 2 Types of Shear Cutting and the 4 Relations that Impact Quality”. In this section, we will dive into the 4 geometrical relationships that directly impact slit quality along with knife blade life, and dust generation as well. These 4 relationships are:
How Cut Point Impacts Shear Quality
Cut point is defined as: the location where the web meets the contact point of the two knife blades.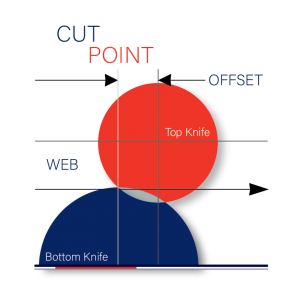
With a tangential web path, the top knife must be offset (away from the on-coming web). With this web path, there is a very narrow window for the contact point. However, this web path is preferred as it usually includes entry and exit idler rolls from the slitting section that make the web more stable. In addition, the initial design layout is very important.
A wrapped web offers a contact area wherever the web touches the bottom knife. This area is much larger than the area with a tangential cut point.
In addition, web tension control is extremely important to the cut point. Low web tension leads to web flutter. Web flutter causes material sawing on the top knife blade resulting in increased dust. Excessive web tension can lead to web breaking or tearing. It’s similar to a pair of scissors sliding through wrapping paper with the blades stationary. If the wrapping paper is held with the proper tension, the scissors can glide through without opening and closing. If the paper tension changes, the paper will tear. Maintaining a stable cut point is the single most important geometry to preserve. As a result, a system with a pneumatic holder configuration is the better choice.
Shear or Cant Angle Geometry
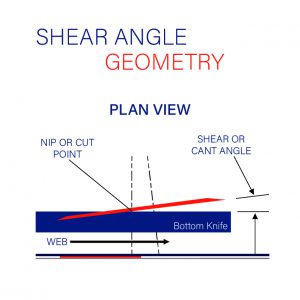 The “shear angle” creates the cut point by angling the top knife blade into the bottom knife. One side of the slit material must travel across and around the angle. The angle is set by the knife holder and should be consistent and set for the minimum required for any given material.
The “shear angle” creates the cut point by angling the top knife blade into the bottom knife. One side of the slit material must travel across and around the angle. The angle is set by the knife holder and should be consistent and set for the minimum required for any given material.
Unfortunately, in a shaft-to-shaft set up, the cant angle cannot be modified, as it is determined by the spring in the collar. Typically, 1/2° is sufficient for most materials. However, 1/4° or 3/4° are sometimes used for other specific materials. Because the top knife is thin and very sharp, the shear angle contact point on the bottom knife-edge is very small. Depending on the side load force applied by air pressure through the holder, the very sharp new top knife-edge quickly wears until enough surface area is formed that can support the side force load. Blade dulling begins immediately. Loss of shear angle can lead to an open cut or nip point.
Overlap for Shear Slitting
Overlap is defined as: the distance the top knife is set below the tangential surface of the bottom knife.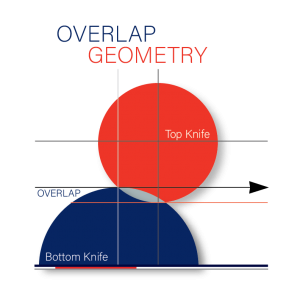
For the cut point to be created there needs to be some overlap from the top and bottom knife. Overlap must resist dynamic operating forces while minimizing web material contact by reducing the “travel chord” between both slitting tools.
The “travel chord” is defined as: the distance the slit web must move, in contact with the beveled knife-edge.
As mentioned in previous blog posts, an excessive overlap will lead to an increased travel chord and a decreased edge quality. This also results in a decreased knife life. Although, we will not go into further detail on this topic, we remind you that a 0.030” to 0.040” is a standard measurement for overlap on most applications.
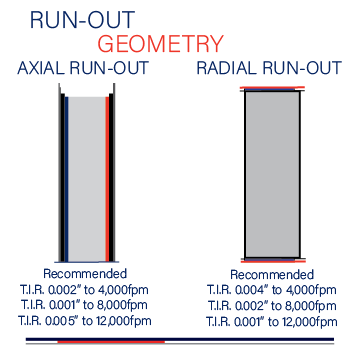
How Dimensional Run-Out Impacts Shear Quality
Last on our list is the dimensional run-out of the bottom knives. This characteristic is very important, as this will ensure that the contact between the top and bottom knife is constant and not subject to impact frequency.
When the bottom knives are not manufactured or reground with a tight axial run-out specification, it will make the top and bottom knives oscillate. In turn, this makes the top knife “jump” against the bottom knife, not only damaging both knives and reducing their lives but also creating a web break and inconsistent edge quality.
It is important to note that greater speeds can make the effects that we just mentioned, greater. Therefore, if your application operates at higher speeds a much smaller run-out is required.
 Blade Profiles and Bevel Angles
Blade Profiles and Bevel Angles
 Blade Profiles and Bevel Angles
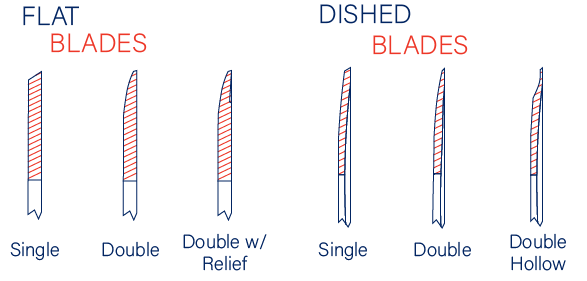
Blade Profiles and Bevel AnglesIn addition to the 4 impacts on shear quality, another important aspect to consider is the knife profile and bevel angle of the knife. As mentioned earlier in this article, the knife profile and bevel angle both play an important role in the edge quality resulting from shear slitting. Therefore, below is an image showing the different types of blade profiles.
The following is a table with some recommendations on the combination of profile and bevel angle for each application.
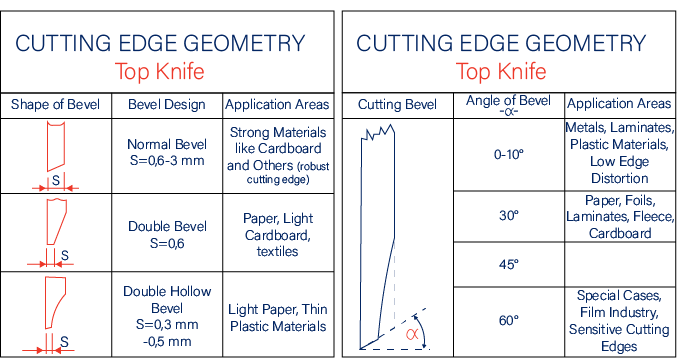
Although this decision may seem complicated, minimizing contact between the material being slit and the blade is the main idea. By doing so you will avoid decreasing the blade life. The knife will wear out faster due to a thinner edge. So, it is also critical to match the knife profile that gives you the best knife life and the best edge quality.
We hope you have a better understanding of the 4 impacts on shear quality and the involvement needed to do it successfully! If you still have questions in regards to your current slitting process, do not hesitate to call our sales team and they will gladly assist you. Follow us on LinkedIn to stay tuned for new weekly blog posts.
