Adhesive Build-up on Blades
Imagine you buy yourself a brand-new sports car. After months of doing your research on the different models that the industry has to offer, you settle on your dream car. Once you finally get it, the car drives great, goes incredibly fast, but you have to stop to change the tires every 50 miles. Would that be any fun? No, it would not; it would be incredibly frustrating, time-consuming and quite costly.
The same principle applies to the label industry. Because it does not matter what kind of machine you purchase, if the adhesive build-up on your slitting section is not properly addressed, you will have to stop production and change the blades very often. This would then translate to a decrease in the product’s quality and an increase in production downtime, along with a higher percentage of scrap due to the rolls being glued together. Luckily, there is an alternative to this.
Through many years of experience and working side-by-side with our customers in order to offer them a solution to the problem, Dienes has a number of options in order to address adhesive build-up on blades.
How do I know which one is the right for me?
Although the build-up of adhesive on blades will never be eliminated, it can be decreased greatly. As mentioned above, Dienes has a number of options to address adhesive build-up on blades. Often enough, our customers ask us which of our proposed solutions would be the best for their application, and although every application is different, we always recommend starting with the simplest solution and then working your way down the list. Below is a list of some of the solutions we are able to provide in order to reduce adhesive build-up for both shear cut and crush cut.
For Shear Cut:
- Different Bevel and Profile
By switching to a double-hollowed bevel blade, you lessen the amount of contact between the knife edge and the material, which will produce less build-up. - Polished Top Blades
If a different bevel does not handle the problem sufficiently, the next step is the use of polished top blades with a 1-2 RMS finish. This type of blade is slicker and less apt to pick up adhesive during slitting. - Oil Wicks and Wipers
In this set-up, the blade-guard assembly has a felt wick built in to spread a lubricant lightly and evenly on the blade during slitting. Production continues unstopped while the lubricant is applied. - Coating on top and bottom blades.
For particularly stubborn build-up problems, we have developed top and bottom blades finished with a special coating, which reduces adhesive build-up by as much as 75%. In label stock slitting, these blades commonly run 7 to 8 hours between cleanings, substantially reducing downtime while improving slit and product quality.

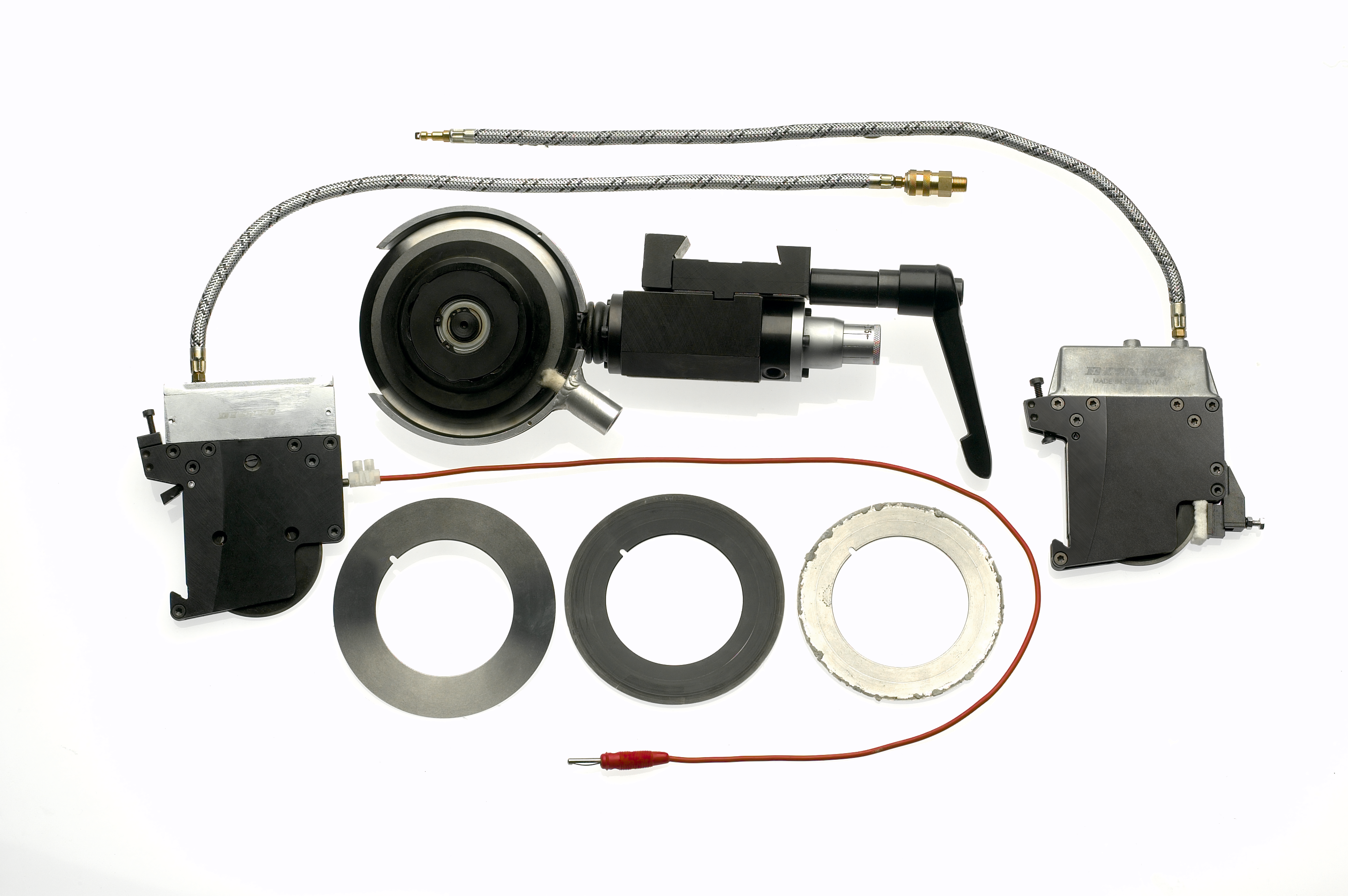
Dienes Oil Wick
For Crush Cut:
- Different Bevel and Profile/Thin Rimmed Blades
As an initial solution in crush cutting applications, we suggest a thinner rimmed blade with low-surface finished edges and the sharpest angle possible to reduce the contact between the blade and the label stock so the adhesive has less chance to build up. - Oil Wicks and Wipers
We can also offer an oil-and-wiper system engineered for crush cutting. As with its shear cut system, a built-in wick spreads lubricant on the blade during operation, so there is no need to stop production. - Coating Blades
As with our shear cut blades, we are able to provide crush cut blades finished with a special coating, which reduces adhesive build-up. - Heated Blades
Another highly effective solution is our heated blade holder. This holder has its own power supply to heat the knife to 120°F, which is warm enough to keep the adhesive liquid to prevent build-up, but cool enough to protect the label stock from scorching.
Now you know some of the basic principles on how to address and correct the adhesive build-up on blades, but if you are still not sure about what would be right for your application, contact us and talk to one of our experts today!
